 Granular Urea has emerged as a revolutionary fertilizer in modern agriculture, transforming the way we nourish and sustain our crops. This article aims to delve into the science behind granular urea and explore its significance as a breakthrough in fertilizer technology. By understanding the underlying principles and mechanisms, we can appreciate the remarkable benefits it offers to farmers and the environment. From its composition and production to its impact on plant growth and soil health, we will uncover the secrets behind this game-changing fertilizer. Granular Urea is a solid nitrogenous fertilizer that contains a high percentage of urea, a compound formed from carbon, nitrogen, oxygen, and hydrogen. The manufacturing process begins with ammonia and carbon dioxide, which are combined under controlled conditions to produce ammonium carbamate. This intermediate compound is subsequently dehydrated, leading to the formation of granular urea. The granulation process is critical in achieving the desired physical characteristics of the fertilizer. It involves the addition of water or a liquid binder to the urea powder, followed by the formation of granules through mechanical agitation. The resulting granules are then dried and screened to ensure uniform size and quality. Granular Urea effectiveness lies in its ability to provide plants with a concentrated and controlled release of nitrogen, a vital nutrient required for growth and development. When applied to the soil, granular urea undergoes hydrolysis, a chemical reaction catalyzed by the enzyme urease. This reaction converts urea into ammonium, making it available for plant uptake. The gradual release of nitrogen from granular urea helps avoid excessive nutrient leaching and minimizes the risk of nitrogen loss through volatilization. By regulating the release of nitrogen, granular urea provides a steady supply of this essential element throughout the plant's growth stages, promoting healthy foliage, root development, and overall crop productivity. Granular urea's impact extends beyond plant nutrition; it also plays a significant role in soil health and environmental sustainability. One of the key advantages of granular urea is its low potential for nitrogen leaching compared to other forms of nitrogen fertilizers. Its controlled release mechanism ensures that nitrogen is gradually released, reducing the risk of excess nutrients reaching water bodies and causing pollution. Furthermore, Granular Urea slow-release characteristics minimize nitrogen volatilization, a process where nitrogen is lost to the atmosphere as ammonia gas. This reduction in volatilization not only maximizes nutrient efficiency but also decreases the emission of greenhouse gases, contributing to climate change mitigation efforts. Additionally, granular urea can improve soil structure and microbial activity. When applied to the soil, the granules break down gradually, providing a sustained source of nitrogen to beneficial soil microorganisms. These microorganisms play a crucial role in nutrient cycling and soil fertility, promoting long-term soil health and sustainability. Granular Urea represents a groundbreaking advancement in fertilizer technology, offering numerous benefits to both farmers and the environment. Through its controlled-release mechanism and gradual nitrogen release, it enhances plant growth while minimizing the negative impacts associated with excessive nutrient application. Furthermore, its low potential for leaching and reduced nitrogen volatilization contribute to water and air quality preservation. By understanding the science behind granular urea, we can harness its potential to optimize crop productivity, protect natural resources.
0 Comments
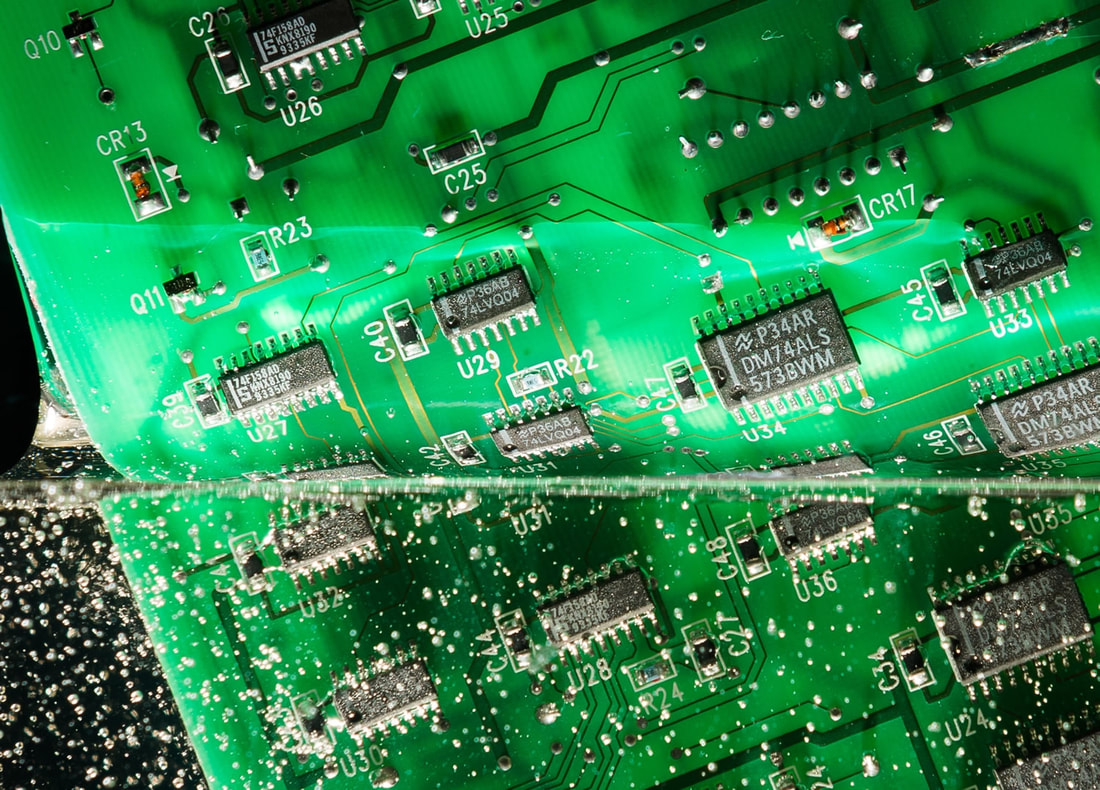 Conformal Coatings In the ever-evolving world of electronics, the demand for high-performance, reliable devices continues to grow. However, electronic components are vulnerable to a wide range of environmental factors such as moisture, chemicals, dust, and temperature extremes. To protect these sensitive components, conformal coatings have emerged as a crucial aspect of electronic device manufacturing. Conformal coatings act as a protective barrier, safeguarding electronic devices from environmental hazards. Moisture, in particular, can cause corrosion, short circuits, and electrical failures. Conformal coatings prevent moisture from coming into contact with the delicate circuitry, ensuring the device's optimal functionality and longevity. Additionally, these coatings shield against dust, dirt, chemicals, and other contaminants that can compromise the device's performance. Conformal Coatings possess excellent insulation and dielectric properties, making them ideal for electrical insulation purposes. These coatings provide an insulating layer that prevents current leakage, short circuits, and arcing between adjacent conductive components on the circuit board. By maintaining proper insulation, conformal coatings contribute to the device's safety and prevent malfunctions caused by electrical interference. In electronic devices, excessive heat can degrade components and lead to reduced performance or even complete failure. Conformal coatings with thermal management properties help dissipate heat from critical components, reducing the risk of overheating. These coatings act as a thermal interface between the component and the surrounding environment, enhancing heat transfer and maintaining optimal operating temperatures. Electronic devices may be exposed to various chemicals, such as cleaning agents, solvents, or industrial gases, during their lifetime. Conformal coatings provide chemical resistance, protecting the device's components from corrosive substances. This resistance helps maintain the integrity of the circuitry and prevents degradation or malfunctions caused by chemical interactions. In many applications, electronic devices experience vibrations and mechanical stress due to transportation, assembly, or operational conditions. Conformal coatings act as a shock absorber, reducing the impact of vibrations and mechanical stresses on the delicate components. By minimizing the risk of physical damage and stress-induced failures, conformal coatings enhance the device's reliability and robustness. Outdoor or exposed electronic devices are susceptible to damage from ultraviolet (UV) radiation. Conformal coatings with UV resistance properties protect against UV-induced degradation, preventing discoloration, cracking, and performance deterioration. This feature is particularly important for devices deployed in outdoor settings or those exposed to direct sunlight. Conformal coatings can be applied using various methods, including brushing, spraying, dipping, or selective coating. Each method offers specific advantages and considerations depending on factors such as the coating material, device design, and production volume. Proper application techniques ensure uniform coverage, avoid coating defects, and optimize the protective capabilities of the conformal coatings. Wood Paints & Coatings Help In Beautification And Preservation Of The Natural Texture Of Wood3/7/2023  Wood Paints and Coatings Wood furniture and wooden surfaces need to be coated for protection as well as beautification. This can be achieved with a wide range of products that have different characteristics for their intended use. Lacquers are quick drying dust free finishes that require spray application. They are made from nitrocellulose or other synthetic materials. Wood Paints & Coatings have excellent hiding power and are used above all in gloss topcoat systems. A coat of primer is an important step in the painting process. It gives paint something to lock onto, and also hides surface stains so that the color chosen is all that shines through. Primer paint can also help tone down dark colors. Porous surfaces like bare wood and newly-installed drywall can be difficult for paint to lock onto, causing splotchy and uneven coverage. A light sanding and a coat of primer paint can solve this problem. JONCRYL primers are low-VOC, which means they produce very few wafting pollutants. They also contain no toxins such as n-methylpyrrolidone (NMP) or other reproductive toxicants, and meet stringent sustainability regulations. To prepare the walls before applying a coat of JONCRYL ECO wood primer, start by washing the area with a soap and water mixture. This will remove any grease or grime that could prevent the colored coat from sticking as well as killing any mold spores. Alternatively, a mold-neutralizing oil-based primer can also be used. An undercoat further strengthens the primer or sealer by filling any gaps and imperfections. It also creates a uniform surface for the topcoat to adhere to. The undercoat is especially useful on metal surfaces that may bleed or rust after being exposed to moisture. While many people attempt to skip the undercoat for faster painting projects, it is a vital part of any paint job. Without the undercoat, it takes more coats of paint to achieve full coverage and protection. It also provides a barrier to moisture, which can cause wood and metal to rot or decay. Choosing the right primer, undercoat and sealer for the project will depend on the chosen surface, as well as the type of paint to use. Using the wrong products can lead to poor adhesion, durability and quality of the finished project. A topcoat provides the final appearance, gloss and structure. It also helps achieve some performance characteristics of the coating system such as adherence to the base coat, galvanic substrate corrosion protection and color and effect properties. Lacquer, varnish and shellac are clear topcoats that can be applied to wood. They are derived from tree resin or synthetic resin dissolved in alcohol. They are only used over lacquer or shellac base coats, as their solvents can cause non-lacquer basecoats to run. Water-based topcoat paints provide a high-gloss shine that can be tinted with dye or color if desired. They dry to a transparent finish that protects and enhances the stain color layer underneath. They are breathable and maintain flexibility to withstand extreme weather conditions and resist damage from abrasion. They are easier to work with than solvent-based paints, and they do not emit toxic fumes when they are drying or curing. They can be applied by brush or spray. A high quality finish helps keep the beauty of wood installations for a long time. This is especially important with log homes, where many of the wood components are exposed to sun and rain on a regular basis.  Industrial Coatings Industrial Coatings are pigmented fluids, powders and adhesive tape that are designed, sprayed, rolled or transmitted onto substrates and substances to mark, save or beautify them. They consist inks, coatings, laser pattern substances and tapes that detect parts, goods, substances or packaging. There are several varied types of industrial coatings and everyone has distinct physical and chemical features. Every coating type acts according to a particular purpose and can be utilized on various surfaces based on its necessities. For instance, steel structures can be saved with a zinc-rich primer and epoxy barrier cover, or a two-coat non-stick methods. The coating method can aid enhance erosion resistivity and offer a persistent lifespan that decreases maintenance costs with time. Other advantages of industrial coatings consist ease of usage, color constancy and capability to be utilized with varied kinds of substances. Coatings can also offer a striking aesthetic and aid organizations maintain a proficient picture. They can be utilized to resurface agricultural device or increase the look of steel tanks. They can also enhance the efficacy of machinery by decreasing friction and enhancing heat dissipation, assisting to reduce operational interruptions. While selecting an Industrial Coatings, it is essential to note the chemistry and features of the product and environmental factors. The surrounding in which the industrial coating is put must be clean, constant and within the particular heat and humidity ranges. If the things are not unique, there is a huge chance of inconsistent outcomes that can impact the working of the coating system with time. It is also essential to follow all commands about surface preparation to assure the best possible outcomes. Several industrial services and businesses depend on the usage of several types of coatings to secure their device, machinery, constructions, and elements. This is as these coatings aid in optimizing, if not decreasing, the destruction and other issues occurred by weather problems and several environmental reasons such as humidity and extreme heat. Apart from giving safety, these industrial coatings also provide aesthetic advantages to the device and services. For example, a reflective roof coating aids in reducing the amount of energy required to cool down the service through summer while covering in heated air in winter. This reduction in energy utilization converts to cost savings that can be utilized to enhance the effectiveness of a company. Other advantage is that industrial coatings offer a smooth, convenient-to-clean surface for device and structures. This can decrease the time required to clean the device and inhibit the development of molds or other hazardous materials on the surface. Moreover, it can decrease scratches and other destructions on surfaces particularly those that are visible to a lot of dust and dirt. Other factors to prefer an industrial coating are that it can enhance the protection of employees and visitors. For instance, anti-slip coverings on floors can aid in decreasing, if not completely removing, the number of events that happen from people slipping and tumbling. This can save organizations money in settling approvals and even lawsuits occurred by such events. Additionally, it can improve the looks of a building which is an essential factor in impressing stake-holders and clients. Industrial coatings save machinery, structures, and devices from erosion or breaking down with time. Erosion damage can cost organizations billions of dollars yearly and destroy devices in the procedure. Industrial coatings are specified paints that can be put to several surfaces and substrates. These expert coatings are made to resist a varied range of environmental problems and chemical exposure. While obstructing leaks and stopping erosion are two significant things of industrial coatings, they also provide several other functions. For example, some kinds of industrial coatings can enhance a structure’s fire resistivity, or reflect heat far from a house to decrease cooling costs. Polymer Concrete Represents A Game-Changing Solution For Revolutionizing The Transportation Sector30/6/2023 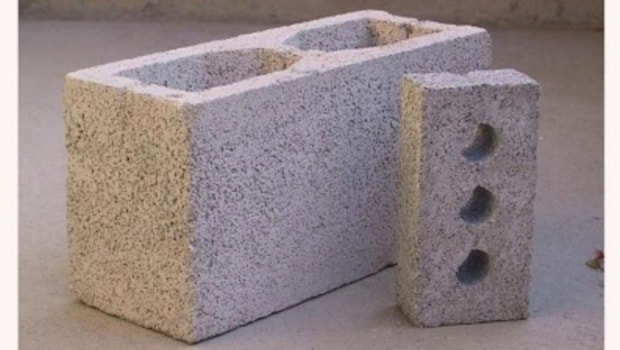 Polymer Concrete The transportation sector plays a crucial role in the global economy, connecting people, goods, and services across vast distances. However, the challenges faced by transportation infrastructure, such as roads, bridges, and tunnels, are immense. Factors like heavy traffic, fluctuating weather conditions, and corrosive environments contribute to wear and deterioration, leading to frequent repairs and reduced lifespan of traditional construction materials like concrete. In recent years, polymer concrete has emerged as a revolutionary solution, offering enhanced performance, durability, and sustainability. Polymer Concrete exhibits remarkable durability, surpassing that of traditional concrete. It possesses superior resistance to chemical attacks, abrasion, and corrosion. This makes it an ideal choice for transportation infrastructure exposed to harsh conditions such as road salts, chemicals, and water ingress. By incorporating polymer resins into the concrete mix, the resulting material forms a dense matrix that minimizes crack formation and propagation. This increased durability significantly extends the lifespan of transportation structures, reducing the need for frequent repairs and maintenance. Polymer concrete offers a higher compressive strength compared to conventional concrete. This property allows transportation infrastructure to withstand heavier loads, making it suitable for high-traffic areas, bridges, and tunnels. The increased load-bearing capacity of polymer concrete contributes to the overall safety and reliability of transportation networks, minimizing the risk of structural failures and enhancing operational efficiency. Skid resistance is a critical factor in ensuring the safety of transportation infrastructure. Polymer Concrete exhibits excellent skid resistance, especially when modified with additives like polymethyl methacrylate (PMMA). The surface of polymer concrete can be textured to provide better traction, reducing the likelihood of accidents, particularly in wet or icy conditions. Enhanced skid resistance makes polymer concrete an ideal choice for road pavements, airport runways, and bridge decks, ensuring safer travel for vehicles. Polymer Concrete offers advantages in terms of construction time and downtime reduction. It has a faster curing time compared to traditional concrete, allowing for quicker installation and reduced disruption to traffic flow during construction or repairs. With its rapid strength gain, polymer concrete facilitates expedited project timelines, ensuring efficient use of resources and minimizing inconvenience to commuters. One of the significant advantages of polymer concrete is its lightweight nature. Compared to traditional concrete, polymer concrete is less dense, resulting in reduced dead loads on transportation structures. This aspect not only simplifies construction but also minimizes transportation costs during the installation and replacement of structural components. Additionally, the lightweight nature of polymer concrete allows for more efficient fuel consumption in transportation vehicles, contributing to environmental sustainability. Polymer Concrete exhibits excellent resistance to a wide range of chemical substances, including fuels, oils, and deicing agents. This resistance makes it particularly suitable for transportation infrastructure exposed to these substances, such as parking garages, fuel stations, and maintenance areas. Moreover, polymer concrete's inherent resistance to environmental factors like freeze-thaw cycles, UV radiation, and temperature fluctuations ensures its long-term performance and minimizes maintenance requirements.  Carbon Black Carbon Black is a fascinating material with a rich scientific background. It is a form of elemental carbon that is produced by the incomplete combustion or thermal decomposition of hydrocarbons. Its name originates from its characteristic black color, which results from its high light-absorbing properties. Carbon black has been extensively studied and utilized across various industries due to its unique properties and wide-ranging applications. One of the primary reasons carbon black is of great scientific interest is its structure. It consists of small, highly structured particles composed of individual carbon atoms connected in a three-dimensional network. This unique structure gives carbon black its high surface area, which is responsible for many of its remarkable properties. According to a Study by Coherent Market Insights, Global Carbon Black Market was valued at US$ 1093.1 Million in 2021 in terms of revenue, exhibiting a CAGR of 6.84 % during the forecast period (2022 to 2030). The production of carbon black involves the controlled combustion of hydrocarbons, such as natural gas or oil. During this process, the hydrocarbon feedstock is introduced into a high-temperature reactor, where it undergoes pyrolysis. Pyrolysis is a thermochemical decomposition reaction that breaks down complex hydrocarbon molecules into simpler carbon chains. The resulting carbon chains rapidly cool and solidify, forming tiny carbon particles. These particles are then collected, purified, and processed to produce various grades of carbon black with different properties. The properties of Carbon Black are influenced by several factors, including the type of feedstock, the combustion conditions, and the post-treatment processes. One of the key properties of carbon black is its surface area, which can range from tens to hundreds of square meters per gram. The high surface area provides a large number of active sites for chemical reactions and adsorption, making carbon black a versatile material in many applications. Carbon black exhibits excellent electrical conductivity, thermal conductivity, and mechanical strength. These properties make it highly suitable for use as a reinforcing filler in rubber and plastic composites. The addition of carbon black to these materials improves their strength, durability, and resistance to abrasion. It also enhances their electrical and thermal conductivity, making them ideal for applications in the automotive, aerospace, and electronics industries. Furthermore, Carbon Black has exceptional light-absorbing properties, making it a widely used pigment in inks, paints, and coatings. Its ability to absorb light across a broad spectrum enables the production of deep, intense black colors. Carbon black pigments are highly stable and provide excellent UV protection, making them ideal for outdoor applications. In addition to its structural and optical properties, carbon black also exhibits interesting chemical behavior. It can serve as a catalyst in various chemical reactions due to its large surface area and unique surface chemistry. Carbon black catalysts find applications in the synthesis of chemicals, such as hydrogen, ammonia, and methanol. The study of Carbon Black extends beyond its material properties. It also involves understanding its environmental impact. Carbon black production processes can generate carbon dioxide (CO2) emissions, contributing to climate change. However, efforts are underway to develop more sustainable production methods and reduce the environmental footprint of carbon black manufacturing. The science of carbon black encompasses its unique structure, properties, and applications. Its high surface area, electrical conductivity, thermal conductivity, and light-absorbing properties make it a valuable material in various industries. From reinforcing rubber and plastic composites to serving as a pigment and catalyst, carbon black has a diverse range of uses. Ongoing research aims to further explore its potential, develop sustainable production methods, and unlock new applications for this remarkable material. 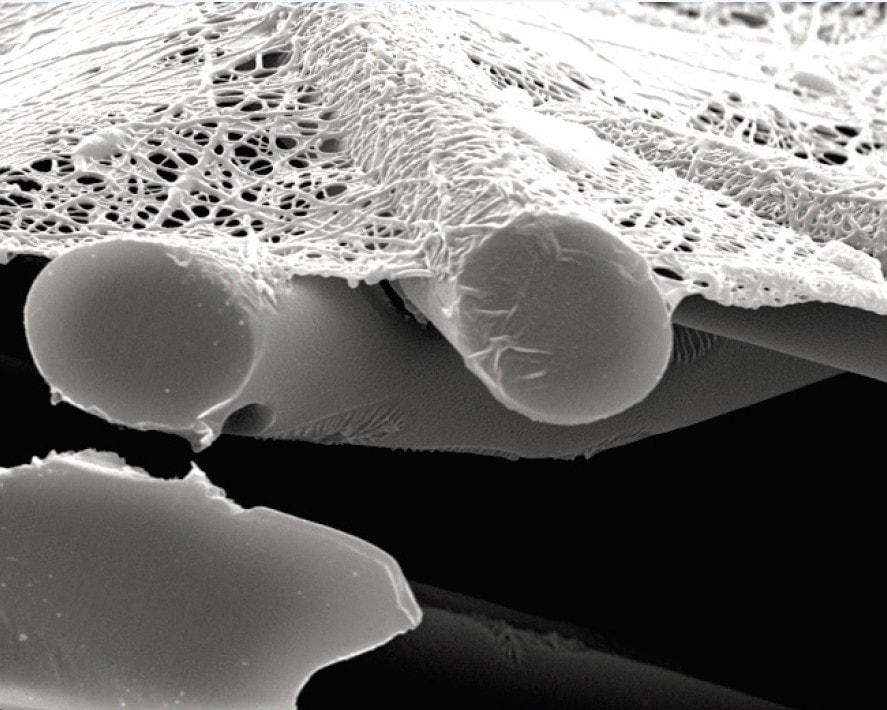 Nanofibers The field of nanotechnology has witnessed a remarkable breakthrough with the advent of Nanofibers technology. Nanofibers, ultrafine fibers with diameters on the nanometer scale, have revolutionized various industries, from textiles and healthcare to electronics and environmental remediation. Nanofibers possess exceptional properties that make them highly desirable for numerous applications. One of their key features is an extremely high surface area-to-volume ratio, which provides enhanced functionality compared to bulk materials. Additionally, nanofibers exhibit remarkable mechanical strength, flexibility, and porosity, allowing for their utilization in a wide range of applications. According To Coherent Market Insights, The Global Nanofiber Market Was Valued At US$ 785.49 Mn In 2021 And Is Forecast To Reach A Value Of US$ 2210.11 Mn By 2030 At A CAGR Of 17.47% Between 2022 And 2030. Several manufacturing techniques have been developed to produce Nanofibers. These include electrospinning, melt-blowing, phase separation, template synthesis, and self-assembly methods. Electrospinning, in particular, has gained significant attention due to its simplicity and versatility. It involves the controlled deposition of polymer solutions or melts through an electric field, resulting in the formation of nanofiber mats or membranes. The textile industry has embraced the nanofiber revolution, leveraging its unique properties to enhance fabric performance. Nanofiber coatings can impart textiles with improved water and stain resistance, breathability, UV protection, and antibacterial properties. Furthermore, the incorporation of functional nanoparticles into nanofibers has opened up possibilities for smart textiles, such as those with self-cleaning or energy-harvesting capabilities. In the realm of fashion, Nanofibers have paved the way for innovative designs and materials. Nanofiber-based fabrics can be tailored to provide specific aesthetic qualities, such as lightweight and translucent textiles with a luxurious feel. Nanofiber technology has also enabled the development of interactive textiles that respond to environmental stimuli, creating dynamic and captivating fashion pieces. Nanofibers technology has made significant contributions to the healthcare sector, revolutionizing drug delivery systems, tissue engineering, wound healing, and diagnostics. Nanofiber scaffolds provide an ideal environment for cell growth and regeneration, facilitating tissue engineering and regenerative medicine. The high porosity and interconnected structure of nanofiber scaffolds mimic the extracellular matrix, promoting cell adhesion, proliferation, and differentiation. Furthermore, nanofiber-based drug delivery systems offer numerous advantages, such as controlled release, targeted therapy, and improved bioavailability. By encapsulating drugs within nanofiber matrices, their release can be tailored to specific time frames and targeted to precise locations within the body, reducing side effects and enhancing therapeutic efficacy. The goal of the interdisciplinary field of Tissue Engineering is to create three-dimensional, functioning tissues by mixing cells, scaffolds, and bioactive chemicals. Cell biology, chemistry, material science, molecular biology, medicine, and engineering are some of the scientific disciplines that are involved in this sector. It can be utilised to create structures that are functional and that can be employed to repair, preserve, or enhance the state of tissues or bodily components that have been harmed. In diagnostics, Nanofibers -based sensors and devices offer sensitive and rapid detection of various analytes, ranging from biomarkers to environmental pollutants. The large surface area of nanofibers allows for efficient immobilization of sensing elements, leading to enhanced sensitivity and selectivity. Read the Press Release of Nanofiber  Industrial Coatings According To Coherent Market Insights, Global Industrial Coatings Market Was Valued At US$ 36450.00 Million In 2021 In Terms Of Revenue, Exhibiting A CAGR Of 4.51 % During The Forecast Period (2022 To 2030). Industrial Coatings play a vital role in various industries, providing a shield of resilience to protect and enhance surfaces, structures, and equipment. These coatings are specifically designed to withstand harsh environments, extreme temperatures, corrosive substances, and wear and tear, thereby extending the lifespan of assets and ensuring optimal performance. Industrial Coatings are specialized formulations applied to surfaces of diverse materials, including metals, concrete, wood, plastics, and more. These coatings serve multiple purposes, primarily focusing on protection, durability, and performance improvement. They act as a barrier between the substrate and the external environment, safeguarding against factors such as moisture, chemicals, UV radiation, abrasion, and impact. One of the key advantages of Industrial Coatings is their ability to prevent corrosion. Corrosion can lead to structural weakening, reduced functionality, and high maintenance costs. By applying a corrosion-resistant coating, industries can significantly minimize the risk of corrosion-related damages. These coatings often contain anti-corrosive pigments and additives that create a protective layer, preventing moisture and corrosive agents from reaching the underlying material. Additionally, industrial coatings provide excellent resistance to chemical exposure. In industries where materials come into contact with aggressive chemicals, such as manufacturing plants, chemical processing facilities, and storage tanks, coatings act as a reliable defense mechanism. They resist chemical attacks, preventing degradation, and maintaining the structural integrity of the coated surfaces. Furthermore, Industrial Coatings offer exceptional protection against UV radiation. When exposed to sunlight, materials can undergo degradation, discoloration, and loss of mechanical properties. Coatings formulated with UV absorbers and stabilizers shield the substrate from harmful UV rays, preventing premature aging and maintaining the appearance and performance of the coated surfaces. During vigorous activity, your cells use Lactic Acid as fuel. It is produced by your body when it digests carbohydrates and glucose. It's a frequent misconception that the pain in your muscles after exercise is due to lactic acid that has become trapped in your cells. That's not true, according to studies. In terms of durability, Industrial Coatings excel in extending the lifespan of assets. They provide a robust and long-lasting protective layer that can withstand harsh conditions, mechanical stress, and environmental factors. By applying high-quality coatings, industries can avoid frequent repairs, replacements, and associated costs. The longevity of coatings also contributes to sustainability efforts, reducing waste and conserving resources in the long run.  Mineral Wool is made from melted basalt rock in a furnace at high temperatures. The rock melts into long strands of insulation that are then bonded together using a solution of oils and resins. These binder solutions often contain formaldehyde, which is a concern for some homeowners. However, manufacturers are developing alternatives. Mineral Wool is an insulation made of spun yarns made from melted glass or stone. The threads are combined in a specific way to create a woolly structure. The result is then compressed into boards or rock wool batts that serve as insulation. It can also be blown in hollow spaces like cavity walls as loose wool. It is a non-combustible material and it does not release toxic gases when exposed to extreme heat. It helps slow the spread of fire, giving residents time to escape and firefighter’s time to save lives. It is also very durable. This means that clients can expect a long lifespan of their new insulation. It also makes it easy for builders to make precise cuts around outlets, pipes or any other obstructions in a wall. Mineral Wool insulation prevents convection by entrapping air in its open-cell, woolly matrix. This static air is much less conductive than injected gas, which is why it is so good for insulation. Mineral wool is made using recycled materials like slag and glass. This helps reduce the building’s environmental footprint and makes it one of the most sustainable insulators on the market. The starting material used for the present mineral wool can include one or several recyclable materials, as well as a virgin mineral. The resulting mineral wool product should have an A/B ratio that falls within a specified range. Mineral Wool, made from tough materials such as recycled steel slag and raw basalt is an eco-friendly insulation product. It contains an average of 75% post-industrial recycled content and does not require the use of chemical fire retardant additives that present a health hazard. Its rigid shape fills stud voids better than fiberglass batts and it does not sag or settle, retaining its R-Value over time. It can be installed over existing drywall and is compatible with most framing systems. Rockwool insulation helps to save energy for heating and cooling by preventing heat loss from the walls, floors and roof of a building. This lowers the need for primary energy, the emission of harmful substances and contributes to an environment sustainable protected. It also enhances acoustic performance, keeping noise inside the living spaces and out of public areas. Mineral Wool can be used in a variety of ways, including as a vapor barrier in walls and in roofs, and as a fire retardant in cladding systems such as curtain walls and spandrel panels. It was once the most widely used insulation, whereas it has been displaced by fiberglass batts and other materials. It can be manufactured as semi-rigid batts, sheets, and loose-fill; it's available in R-values similar to fiberglass. Most modern Mineral Wool insulation is made by cooking a mix of basalt or dolomite rock and slag, which is a byproduct of steel production, in a furnace until it becomes liquefied. The molten rock or slag is then spun in a process that has been likened to spinning cotton candy, leaving long, thin fibers that are densely packed together. These fibers are then bound with a solution of oils and resins. It is composed of a long-chained, randomly oriented mineral fiber that is similar to volcanic ash or sea shells, mineral wool insulation has excellent thermal properties. It is also effective in reducing sound transmission, although it does not have the same level of acoustical performance as fiberglass insulation. Get the Press Release of Mineral Wool  Powder Coatings Powder Coatings have undergone significant advancements in recent years, resulting in unleashed innovations and a wide range of applications. These developments have revolutionized various industries by providing enhanced performance, durability, and aesthetic appeal. Powder Coatings are a type of dry finishing process that involves electrostatically applying a finely ground powder to a surface. The coated object is then heated, allowing the powder particles to melt and form a protective and decorative film. This technique offers several advantages over traditional liquid coatings, such as improved durability, reduced environmental impact, and increased efficiency. One of the major innovations in powder coatings is the development of high-performance formulas that provide exceptional durability and resistance to wear, corrosion, and chemicals. Manufacturers have introduced advanced polymer technologies and additives that enhance the protective properties of powder coatings, making them suitable for demanding applications. These coatings are widely used in industries such as automotive, aerospace, construction, and appliances. In the automotive sector, Powder Coatings have gained popularity due to their ability to withstand harsh environments and provide long-lasting protection. Innovations in powder coating formulations have resulted in improved scratch resistance, UV stability, and weatherability. As a result, automotive manufacturers utilize powder coatings for various components, including wheels, bumpers, chassis, and interior trim. These coatings not only offer durability but also allow for a wide range of vibrant colors and finishes, contributing to the aesthetics of vehicles. Powder coatings have also made significant strides in the architectural and construction industries. The introduction of specialized formulations with enhanced weather resistance has expanded their applications in exterior facades, window frames, railings, and other architectural components. These coatings provide excellent adhesion, color retention, and resistance to fading, chalking, and cracking, ensuring the longevity and visual appeal of the coated surfaces. Additionally, Powder Coatings have been unleashed in the field of consumer goods and appliances. With advancements in powder coating technologies, manufacturers can achieve smooth and flawless finishes, creating a premium look and feel for products. Household appliances, such as refrigerators, ovens, and washing machines, are now coated with durable and attractive powder coatings that resist stains, abrasions, and household chemicals. This not only enhances the aesthetics but also improves the lifespan and usability of these products. Another noteworthy innovation in powder coatings is the development of functional coatings with specialized properties. For instance, anti-microbial powder coatings have been created to inhibit the growth of bacteria and other microorganisms on surfaces. These coatings find applications in healthcare facilities, food processing equipment, and public spaces where hygiene is crucial. Furthermore, there are powder coatings with unique properties such as thermal insulation, electrical conductivity, and fire resistance, opening up possibilities for various industries, including energy, electronics, and aerospace. In recent years, advancements in application techniques have further expanded the capabilities of Powder Coatings. Traditional methods like electrostatic spraying and fluidized bed dipping have been refined, allowing for more precise and efficient coating processes. Moreover, advancements in powder coating equipment, such as automated systems and electrostatic guns, have improved productivity and reduced material waste, making powder coatings a cost-effective solution for many industries. Furthermore, powder coatings have become more environmentally friendly with the introduction of low or zero volatile organic compound (VOC) formulations. VOCs are harmful pollutants that are emitted by many liquid coatings. However, powder coatings are solvent-free and emit negligible amounts of VOCs during the curing process. This not only ensures a healthier working environment but also aligns with the increasing demand for sustainable and eco-friendly solutions. Powder Coatings have experienced unleashed innovations that have transformed various industries and expanded their applications. With improved durability, advanced properties, and eco-friendly characteristics, powder coatings have become a preferred choice for automotive, architectural, consumer goods, and specialized sectors. |
